Troubleshooting Crater Defects in Water-Based Coatings: Is Your Defoamer Compatibility the Problem?
In water-based coatings, achieving a mirror-like finish is a constant battle against surface tension. Among all the defects that ruin a batch, "craters" (often called fisheyes) are the most frustrating — small, circular depressions in the dried film. The irony: your defoamer, the very tool meant to fix air issues, is often the culprit.
At INVINO, we help you find the "sweet spot" where foam disappears without compromising surface quality. Let's dive into why craters happen and how to troubleshoot them.

1. The Mechanics Behind Crater Defects
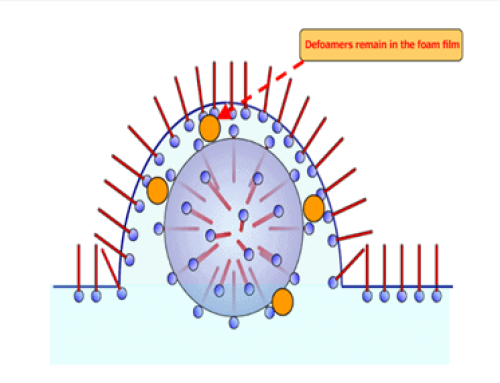
A crater occurs when a local area of the coating has significantly lower surface tension than the surrounding liquid. This causes the coating to "pull away" from the low-surface-tension droplet — a phenomenon known as the Marangoni effect.
If your defoamer is too incompatible with your resin system, it won't emulsify correctly. Instead it sits on the surface as an "oil droplet," pushing the coating away and leaving a crater. This is especially common in high-gloss clear coats and thin-film industrial applications, where defoamer compatibility is non-negotiable.
2. Diagnosis: Compatibility Issue or Contamination?
Before you blame the additive, identify the source. Use these INVINO field tests:
- The "Rub-Up" test: if you can rub the wet crater area and it disappears, the defoamer might just need better mechanical dispersion.
- Particle check: a tiny "seed" in the center of the crater points to dust, silicone-oil contamination from the air, or substrate impurities.
- Defoamer "shock": if craters appear immediately after adding the additive during let-down, the defoamer is either too powerful for the system or wasn't incorporated under high-enough shear.
How Defoamer Compatibility Impacts Surface Integrity
If defoamer compatibility isn't precisely matched to the resin's surface tension, the additive won't stay micro-dispersed. It forms larger oil droplets that act as "contaminants," leading to craters. This integrity loss is most visible in high-gloss clear coats, where even a microscopic mismatch creates a fisheye that reflects light unevenly.
3. Balancing Defoaming Power and Coating Compatibility
To eliminate craters you must balance performance against surface quality. INVINO provides targeted solutions for this delicate balance:
- For high-shear grinding: our silicone-based series is engineered to survive the mill base and provide long-lasting suppression without "plating out" in architectural or wood coatings.
- For sensitive let-downs: our polyether defoamers offer excellent compatibility and a very low risk of fisheyes — ideal for automotive basecoats and high-gloss finishes.
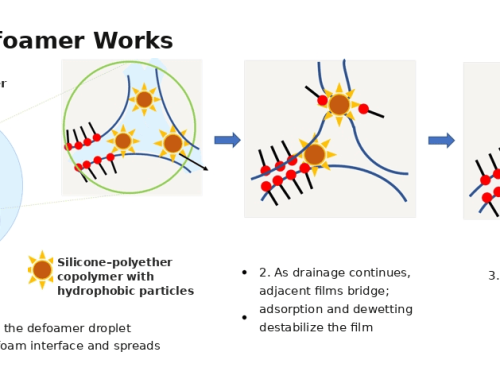
- The "hybrid" solution: if you need the power of silicone without the defects, silicone-polyether copolymers give the best of both — high efficiency with a high "safety margin" against craters.
4. Engineering Tip: The Order of Addition Matters
Many craters are caused by improper incorporation rather than the chemical itself.
PRO TIP: if you use a powerful mineral-oil or strong silicone defoamer, try adding 50% during the grind stage (where shear is highest) and the remaining 50% during let-down. If adding during let-down, pre-dilute the defoamer 1:1 with water to prevent "additive shock" and keep the droplets small and stable.
5. Real-World Case: Automotive Basecoat Pinhole vs. Crater
A client producing water-based automotive primers struggled with what they thought was "popping." Under INVINO's lab microscopy, the defects were identified as craters caused by an unstable fatty alcohol that was separating during storage.
We switched them to a custom OEM defoamer blend tailored to their acrylic dispersion. By matching the HLB (Hydrophilic-Lipophilic Balance) of the defoamer to their resin, the craters vanished and dosage dropped 15%. We provided the full TDS and a stability report to ensure long-term consistency.
6. Conclusion
A defoamer should be invisible in the final product. If you see it as a crater, it's not the right match. Whether you need a fatty alcohol for low-VOC systems or a powder defoamer for dry-mix textures, the goal is total compatibility. For related reading, see our guides on defoamer testing for paint and how to use paint defoamer.
Technical FAQ: Coating Crater Defects
Q: How can I tell the difference between air popping and cratering?
A: Air popping leaves open, irregular broken bubbles; a crater is a smooth, round depression where a low-surface-tension spot (often an incompatible defoamer droplet) pulls the coating away via the Marangoni effect.
Q: Can I fix a batch that is already showing craters?
A: Sometimes. If the wet crater rubs out, better dispersion may fix it. If an incompatible defoamer has separated, switching to a compatible grade and re-homogenizing is usually needed.
Q: Does INVINO provide TDS and compatibility testing for my specific resin?
A: Yes. We provide a full TDS and can run compatibility testing against your resin and let-down to match the defoamer to your surface tension and reduce crater risk.