Seawater Desalination Defoamer: Foam Mechanisms & INVINO's RO-Compatible Solution
Seawater desalination is now a strategic water supply for coastal cities and petrochemical complexes, and Seawater Reverse Osmosis (SWRO) dominates the market. But in real operations, engineers face a critical stability issue: foam. Simply adjusting the process is often insufficient — selecting the right seawater desalination defoamer is key to protecting membrane safety and production flux. This guide analyzes foam mechanisms from an engineering view and explains INVINO's RO-compatible solution.
Request a Free Sample
1. Where Does Foam Start? Key Process Links
A typical SWRO flow is a linear progression of increasing water purity, but foam is concentrated in specific upstream zones:
- Intake & screening: physical removal of large debris and marine life.
- Pretreatment (high foam-risk area): Dissolved Air Flotation (DAF) injects micro-bubbles that accumulate into thick foam sludge with organics present; flocculation/coagulation with polymers and rapid mixing creates ideal air-entrapment conditions; Multi-Media Filtration (MMF) backwash water often carries concentrated surfactants.
- Ultrafiltration (UF): a critical barrier before RO, often subject to high-turbulence hydraulic scouring.
- Reverse Osmosis (RO): the high-pressure heart of the plant, extremely sensitive to air entrainment or organic fouling.
Engineering insight: the "Pretreatment → UF → RO" chain is the critical zone. Foam passing through UF or forming in the UF filtrate tank introduces air pockets into the high-pressure RO feed pumps — where a high-performance defoamer is most needed to protect the Silt Density Index (SDI) of the RO feedwater and prevent pump cavitation.

2. Why Is Desalination So Prone to Foaming?
1. Natural Organic Matter (NOM)
Seawater is a "living soup" of humic acid, fulvic acid, and algal proteins. These amphiphilic molecules act as weak natural surfactants, migrating to the air-water interface and stabilizing bubbles when agitated.
2. Side Effects of Flocculants (PAM)
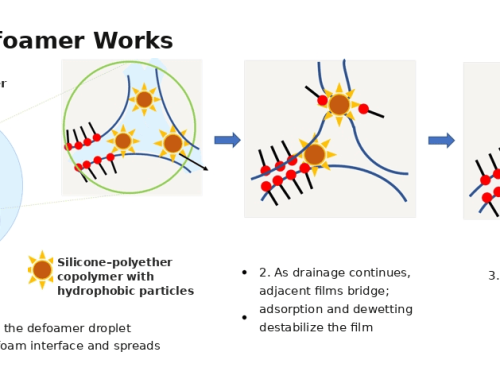
Polyacrylamide (PAM) is essential for coagulation, but as a high-molecular-weight polymer it raises the viscosity and elasticity of the liquid film around bubbles — making PAM-stabilized foam structurally stronger and slower to drain.
3. Non-Oxidizing Biocides
Non-oxidizing biocides (e.g. DBNPA, isothiazolinones) used to prevent bio-fouling disrupt cell membranes, which gives them surfactant-like properties; regular dosing often triggers immediate, voluminous foaming in mixing tanks.
4. High Shear in UF Tanks
Feed recirculation pumps, backwash sequences, and air scouring pulverize feed into millions of microscopic bubbles ("micro-foam") — a stable, mousse-like layer that is hard to break.
5. High Salinity Stabilization
As salinity rises (SWRO feed ~3.5%, brine ~7-8%), the Gibbs-Marangoni effect makes bubble films more elastic and rupture-resistant, so brine foam is particularly persistent.
3. Engineering Impact of Foam on SWRO Systems
- False alarms in automation: a foam layer in the UF filtrate tank interferes with ultrasonic/radar level transmitters, sending false data to the PLC and triggering unnecessary overflow alarms or dry-runs.
- SDI distortion: foam concentrates suspended solids and organics; collapsing near a sampling point spikes SDI readings and misguides dosing or premature membrane cleaning.
- RO membrane damage: air bubbles in a 60-bar system cause water hammer (vibration and physical damage) and "dry spots" where salts crystallize rapidly, leading to scaling.
- Increased CIP frequency: foam adheres to membrane surfaces and accelerates fouling, forcing more frequent Clean-In-Place and raising downtime and chemical cost.
4. Why Process Adjustments Are Not Enough
Engineers often try mechanical or process fixes first — optimizing PAM dosing to the minimum, adjusting the air-to-water ratio in DAF, or reducing UF backwash frequency. These mitigate severity but rarely eradicate the problem: as long as seawater contains organic matter and the process needs chemical coagulants, the physicochemical basis for foam remains. Mechanical adjustments have limits — a specialized chemical defoamer is the necessary solution to bridge process requirements and operational stability.
5. What Defines a Good Seawater Desalination Defoamer?
This is the most critical section for procurement. Never use generic industrial defoamers (mineral oil or standard industrial silicone) in an RO system — doing so can cause irreversible damage. A professional grade must meet three criteria:
1. Excellent Salt Tolerance
Standard emulsions break down in saltwater. A dedicated product must stay stable in high-salinity brine (up to 8% TDS) and must not "cream out" or form oil slicks on the surface.
2. RO Membrane Compatibility
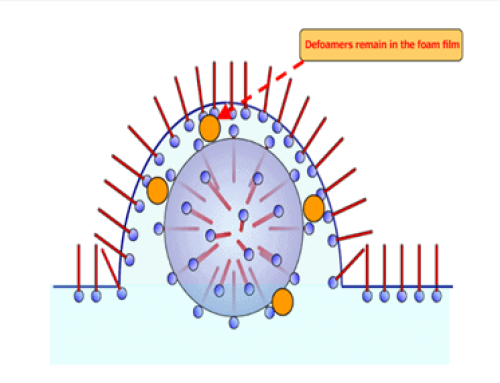
The danger: standard silicone oils are hydrophobic and adsorb strongly onto polyamide (PA) composite membranes, creating a hydrophobic layer that blocks water flux. The solution: the product must be a non-adsorptive grade — a specialized polyether defoamer specifically formulated not to adsorb onto the membrane.
3. Chemical Compatibility
SWRO systems are chemical cocktails. The defoamer must be inert — it must not react with anionic antiscalants (causing precipitation) or degrade biocide efficacy.
6. INVINO-103: The RO-Compatible Solution
Based on field data from global desalination projects, INVINO offers a specialized polyether seawater desalination defoamer — not a generic commodity chemical, but a precision formula for high-pressure membrane systems.
Recommended: INVINO-103 — Polyether Seawater Desalination Defoamer
- Nano-level dispersion: the emulsion stays stable even at 3–10% salinity, preventing oil separation or "fish eyes".
- Low bio-fouling: hydrophilically modified active ingredients, SDI-verified safe for RO membranes with no rise in differential pressure (dP).
- High shear resistance: designed for the turbulence of UF filtrate tanks and pump suction headers.
- High efficiency: typically only 10–100 ppm dosing for complete foam knockdown.
Choosing the wrong, generic product can destroy expensive RO membranes. Choosing INVINO-103 is "membrane safety insurance" — the foam control to keep your plant running without compromising the membranes that make your product water.
Q&A: Engineering Insights for Desalination
Q: Will the defoamer foul the Reverse Osmosis (RO) membranes?
A: No. INVINO-103 is a non-adsorptive polyether grade; SDI testing shows no increase in differential pressure across the membrane array.
Q: Which chemistry is best for RO pre-treatment?
A: A non-adsorptive polyether such as INVINO-103 — generic mineral-oil or standard silicone defoamers can adsorb onto the membrane and block flux.
Q: Is the product safe for potable (drinking) water production?
A: It is dosed low (10–100 ppm) and low-residue; confirm the grade and dose meet your local potable-water regulations.
Q: Does it interfere with antiscalants or biocides?
A: No. The polyether chemistry is inert and does not react with anionic antiscalants or degrade biocide efficacy.
Q: Can it be used in thermal desalination (MSF/MED) plants?
A: This grade is designed for SWRO; for MSF/MED conditions, contact our team to match a grade to the temperature and brine profile.