Industrial Defoamer Storage Stability: How to Handle Phase Separation Issues in Your Plant
As ambient temperatures shift throughout the year, warehouse storage conditions can vary significantly. Plant operators and chemical procurement managers frequently observe that liquid anti-foaming agents stored in static inventories can settle into distinct layers or exhibit minor sedimentation over time. When this happens, teams often worry that the chemical has degraded or lost its efficacy, leading to premature product disposal or, conversely, production line failures due to unblended dosing.
At INVINO, we emphasize that field-level phase separation is a common physical characteristic of chemical emulsions under extended static storage, rather than an automatic indicator of product degradation. This guide outlines how to accurately diagnose fluid conditions, implement standardized homogenization procedures, and find reliable field solutions for your foam control systems.
1. The Physical Mechanism Behind Defoamer Phase Separation
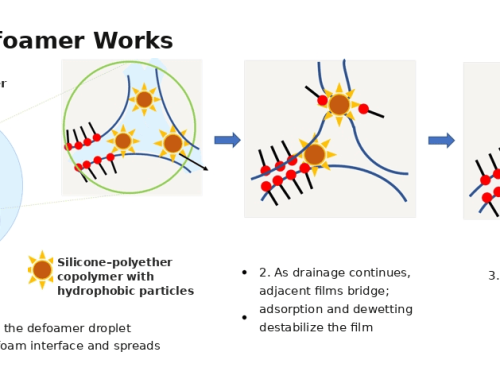
To properly manage fluid chemical inventory, technical teams must recognize that liquid anti-foaming agents are complex multi-phase systems. Whether a formulation relies on silicone oils, mineral oils, or modified polyether structures as its hydrophobic active components, there is a fundamental density differential between these actives, the carrier fluids, and the continuous phase.

When containers sit undisturbed for long periods, gravity drives denser particles downward while lighter materials migrate toward the surface. If the container simply shows a clear top layer and a thicker bottom sediment, the chemical framework remains intact. Proper mechanical blending will fully restore the product to a completely uniform state, ensuring its anti-foaming capability matches its original specification.
Discerning Reversible Layering from Irreversible Breakdown
While standard stratification can be corrected on-site, true chemical degradation cannot be reversed. Operators should watch for these signs of permanent emulsion breakdown:
- Irreversible Agglomeration: The presence of hard clumps, crust, or rubbery precipitates that refuse to break apart under high-shear mixing.
- Severe Microbial Spoilage: Pronounced rancid odors, gas evolution causing container bloating, or visible mold growth tracking bio-contamination.
- Complete Coalescence (Oil Out): A distinct layer of free oil floating on top that cannot be re-emulsified back into a stable state.
2. Standard Operating Procedures for Restoring Stratified Batches
When phase separation occurs, trying to fix large industrial packaging by simply shaking the outer container manually is highly inefficient. Industrial formulations require a systematic agitation protocol to redistribute active particles properly.

Depending on whether your inventory is stored in standard 20kg pails, 200L drums, or 1000kg IBC totes, executing targeted mechanical homogenization is mandatory before pumping material into your active process lines. This guarantees that your systems receive the optimized ratio of actives designed by the manufacturer.
Optimized Three-Step Homogenization Framework
Container Pre-Conditioning (Inversion and Rolling)
Invert the pail or drum and let it stand upside down for 2 to 3 hours if space permits. For standard drums, lay them horizontally on a drum roller and rotate them for 5 to 10 minutes to loosen compacted particulates on the bottom surface.
Mechanical Agitation Under Controlled Shear
Open the bung and insert a pneumatic agitator near the bottom of the vessel, then initiate mixing from the bottom upward. Keep mixing speeds moderate; over-shearing sensitive chemical emulsions can cause droplet coalescence, breaking the system entirely.
Sampling and Water-Dispersion Verification
Pull a sample from the top and bottom layers. Drop each into separate beakers of water. Both fractions must disperse rapidly and identically into a uniform, milky fluid. If the top sample appears thin or watery, continue mixing.

3. Why INVINO Treats Storage Stability as a Critical Performance Index
While plant operators can correct physical separation through proper mixing protocols, choosing an additive engineered for high emulsion stability reduces your daily maintenance burden from the start. You can learn more about our manufacturing standards on our core industrial defoamers technology page.
At INVINO, we treat industrial defoamer storage stability as a vital quality metric rather than an afterthought. We don't just troubleshoot field issues—we engineer resilience directly into our product lines. Every single batch leaving our production facility must pass rigorous stability testing standards before release. Our quality control protocol includes demanding thermal cycling tests (simulating prolonged exposure to harsh warehouse conditions) and high-speed centrifugation analysis to guarantee that our delivered emulsions resist phase separation over their stated shelf lives, providing reliable anti-foaming performance under variable operational climates.
4. Technical FAQ: Managing Additive Stratification and Storage
Q: Does phase separation mean the chemical has lost its anti-foaming power?
Q: Can I pre-dilute a separated defoamer with water directly in the storage drum to lower its viscosity?
Q: What are the ideal storage parameters to prevent chemical separation in hot weather?
Experiencing Foam Control Failures or Storage Instability?
If you are dealing with inconsistent defoamer performance, recurrent batch separation, or need technical validation for your chemical inventory management, contact our application engineering team. We offer customized stability testing, complete Technical Data Sheets (TDS), and field-tested chemical management strategies matched to your plant's consumption rhythm.
Visit our dedicated INVINO technical support desk or submit your operational parameters below for a professional engineering review within 24 hours.